

![]() The Robotic Industries Association, RIA, regularly offers webinars on different trends in the market. Being sponsored by various robotic companies, they share pertinent information on many subjects, such as robotic end effectors, vision systems, robotic welding systems and more. The last webinar occurred on October 24th and it was about Advanced Robotic Welding Techniques. This webinar was classified as being at an intermediate to advanced level, because a previous presentation had already covered the basics of robotic welding. You can read about the expert discussion that took place on the basics of robotic welding here: Robotic Welding: What do the Experts say?
The Robotic Industries Association, RIA, regularly offers webinars on different trends in the market. Being sponsored by various robotic companies, they share pertinent information on many subjects, such as robotic end effectors, vision systems, robotic welding systems and more. The last webinar occurred on October 24th and it was about Advanced Robotic Welding Techniques. This webinar was classified as being at an intermediate to advanced level, because a previous presentation had already covered the basics of robotic welding. You can read about the expert discussion that took place on the basics of robotic welding here: Robotic Welding: What do the Experts say?
The webinar on advanced techniques presented various concepts including adaptive welding and weld inspections.
Adaptive Welding
This concept is about considering all the variations that a part or assembly can have on a production line. These variations are important to consider when it comes to welding two parts together. In fact, the goal of adaptive welding is to weld unrepeatable assemblies. Different kinds of variations may occur such as positional error, gap variation, area variation or top surface alignment mismatch.
In order to deal with these differences, various tools can be combined with welding robots to make them more flexible and keep all your processes repeatable.
Touch Sensing with Weld Wire
This system uses the welding wire to touch and locate in real time the groove to be welded. To do so, a low current and safe voltage is sent through the wire, then the robot will move to locate features by touching the part. When a contact happens, the robot controller will notice a variation in the voltage and in the current. The data collected informs the robot about the location and dimension of the features of the part. It can therefore adjust its path to take these variations into consideration.
This process can be used for real time path modification. The robot will start at the specified location of the groove, then it will weave from side to side until a contact occurs. By analyzing the distance between the two contacts (both sides), the wire can therefore position itself right in the middle of the groove and proceed with the weld.
Through-the-Arc Feedback
This kind of feedback is used during the welding process. The current and voltage variations can be detected by the robot software. These variations can give information about the weld depth. One such application is called through-the-arc adaptive fill. When the robot touches the side of the groove, it can calculate the percentage of penetration of the weld being done. Then, the robot welder can adjust the height of the torch to create the wanted weld depth.
The last two systems mentioned are also known as seam finding and seam tracking. To know more about them read: Improve Robotic Welding With Seam Finding and Tracking.
Vision Sensor Feedback
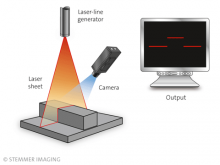
Vision systems often use cameras or lasers to collect data about the weld seam. For seam and feature finding, a laser scan of the entire weld seam is done prior to the start of the weld. Then, the welding path and the weld process parameters will be adjusted to the particularities of the part being welded. When the gap needed to be welded has variations, the integrated robot vision package can be used to assure a complete fill of the welding area by adjusting wire and travel speed.
Inspection
Different types of inspection can be used in an automated welding process such as monitoring of the weld process, visual inspection of the seams and part metrology.
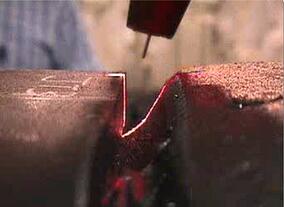
3D surface information can be obtained from laser triangulation. Nowadays systems have data acquisition rates of 450 Hz up to 2,805 Hz, which is pretty fast. Then, the scan speeds can be from 180 mm/s up to 800 mm/s. The camera has to be relatively close since it normally has a field of view between 30 to 70 mm.
The images obtained can generate a lot of data on the part. Here is the usual list of welding inspections a customer might require:
- Porosity/holes in the weld
- Weld Length
- Throat thickness
- Misalignment
- Undercuts
- Leg lengths
- Weld volume
- Weld width
- Weld height
- Excessive spatter
What’s next?
The webinar also offered a discussion panel with 3 experts from different backgrounds to answer interesting questions on robotic welding techniques. Future blog posts will cover this question session so keep an eye on the blog to know more.





Leave a comment