

With their accuracy and adjustability robots are up to face new challenges and execute tasks that were not considered possible not so long ago. Jig-less welding is one of those. This recent innovation offers a new and more flexible way to weld any assembly. The welding process is still done with a robot welder but the human or machined loaded jig is replaced by a robot that holds the parts together.
Classical fixture vs Jig-less fixture:
Before welding, the parts have to be fixed in the position that they’re going to be assembled. This can be done using clamps or, for larger assemblies, it can be pre-tacked. It’s important that the fixture does not interfere with the welding path. With jig-less welding, the welding path is more flexible since the holding manipulator is mobile.The holding pattern of the manipulating robot can be programmed to simulate the effect of a jig with improved possibilities and reduced cost since there is nothing but software programming to be done.

Fixed position:
Although robot’s movements are quite precise, they are usually defined in absolute position. Therefore, the parts first need to be placed in a fixed and well-defined position for the robot to pick up. A tactile or visual sensor can be use with the robot to provide better precision. Here is an impressive welding setup with some jig-less aspects and vision for error proofing:
Handling and welding:
First, the material handling robot needs to get a good grip on the assembly. Since jig-less welding is more cost efficient for item produced in small quantities an adaptive gripper should be used. With a gripper that can manipulate many different work pieces the jig-less welding setup can quickly reach ROI. With the assembly well-gripped, the handling and welding robots can start the programmed movement where their path accuracy is best used.
Tolerance:
For the joint to be acceptable the maximum error on its position is half a welding wire thickness. Since the precision on robot’s path is about 0.1mm and a small wire is about 0.6mm thick, it leaves 0.2mm on the original positioning of the parts. Since the welding parameters are programmed for ideal finish, the gap between parts has to be precise for the weld to be successful. This is especially crucial for thin gauge material. Again, vision sensors can be used to ensure welding quality.
Design: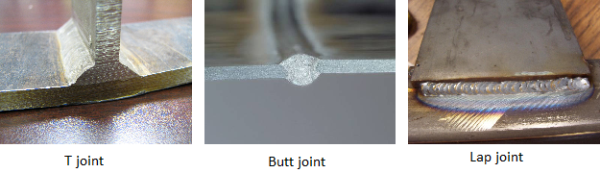 The part design is very important in jig-less welding. Since every dimensions of the partis pre-programmed in the machine, every imprecision between the real and modeled assembly will result in the same imprecision during the welding. This is why jig-less welding should be used on CNC-made pieces only. Another important part of the design, for any weld assembly, is the joint form. T joint is the best fit for robotic welding, overlap joint is also a simple one. On the other hand, butt joint has a lower success rate. Those are the reason why the design of the joints should be reconsidered before choosing robotic jig-less welding.
The part design is very important in jig-less welding. Since every dimensions of the partis pre-programmed in the machine, every imprecision between the real and modeled assembly will result in the same imprecision during the welding. This is why jig-less welding should be used on CNC-made pieces only. Another important part of the design, for any weld assembly, is the joint form. T joint is the best fit for robotic welding, overlap joint is also a simple one. On the other hand, butt joint has a lower success rate. Those are the reason why the design of the joints should be reconsidered before choosing robotic jig-less welding.
Durability requirements:
 The main concern about handling welding is the potential damage caused by arc welding sparking residue. A conventional gripper must be protected to ensure sparking won’t cause long term damage to the system. Since welding requires large amperage between the welding and the material, you need to make sure that your robot and its gripper can handle such intensity.The robot gripper must also withstand the heat associated with welding environment.
The main concern about handling welding is the potential damage caused by arc welding sparking residue. A conventional gripper must be protected to ensure sparking won’t cause long term damage to the system. Since welding requires large amperage between the welding and the material, you need to make sure that your robot and its gripper can handle such intensity.The robot gripper must also withstand the heat associated with welding environment.




Leave a comment