.jpeg?width=2000&name=2F85-Wrist-Camera-Machine-Tending-Walt-Machine-58%20(1).jpeg)
Robotiq's difference

Boost productivity
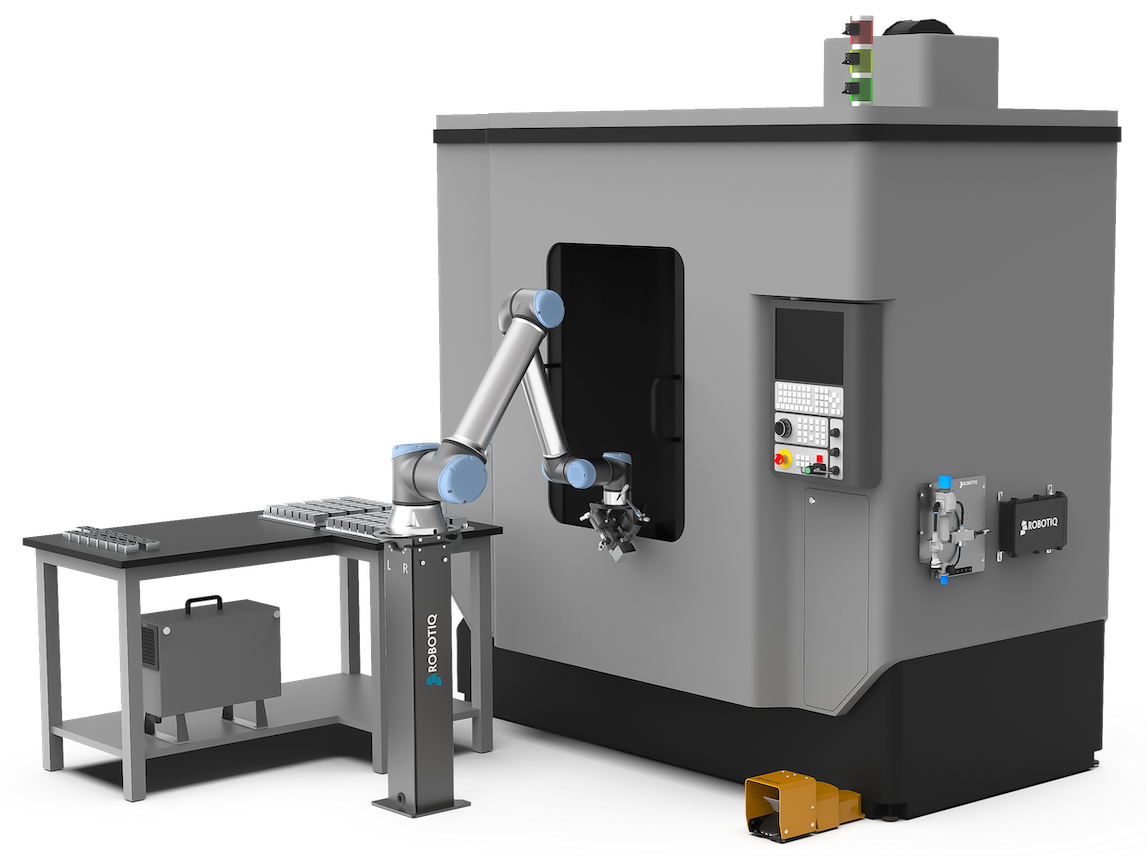
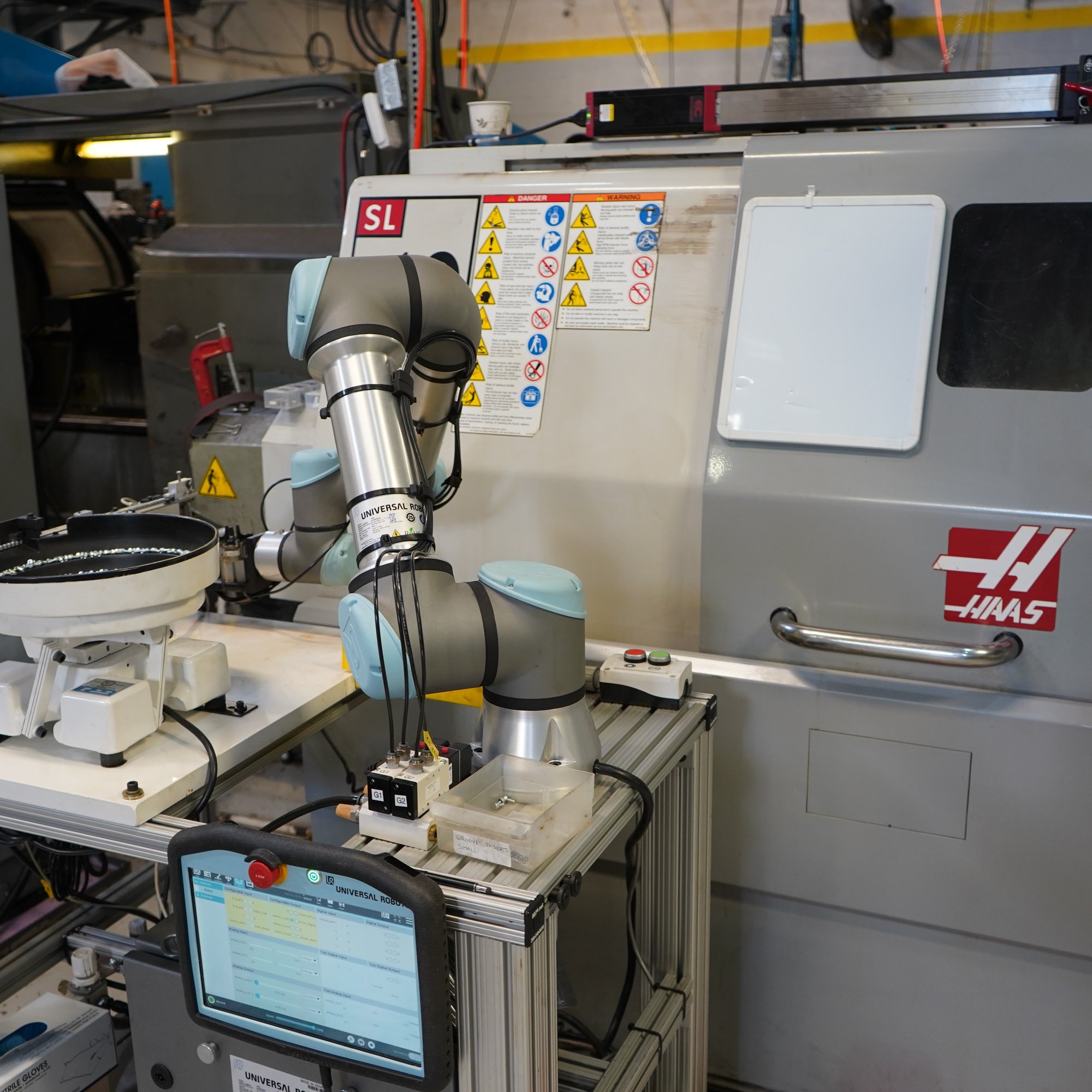
Automating machine-tending operations enables one operator to handle quality control and part management for multiple cobots. This allows your staff to engage in greater value-added tasks, which increases overall labor effectiveness (OLE) by making the best use of high-performing personnel.

Empower your workforce
Robotiq’s solution lets you refocus skilled employees in areas of high-value tasks that offer autonomy and variety. The configurations are user-friendly, empowering your workforce to develop new skills. Plus, programs are created 75% faster than with traditional programming.

Promote adaptability
The solution's proven and standardized approach speeds up implementation by addressing complex issues ahead of time. It guarantees compatibility with all machines, regardless of model, type, or age—and it simplifies scaling by offering a universal solution, language, and training.






-3.jpg?width=1612&height=1612&name=Vincent%2BHugo%203%20(3)-3.jpg)



-1.png?width=932&height=600&name=eLearning-logo%20en%20tete%20noir%20@2x%20(1)-1.png)


